




概述
工业一体化污水处理设备是针对化工、制药、电镀等高污染行业废水特性研发的集成式处理系统,通过"预处理-生化降解-深度净化"三级工艺组合,高效去除COD、重金属、氨氮等污染物,确保出水稳定达到《污水综合排放标准》(GB8978-1996)及行业特殊排放要求。该设备以模块化设计、智能控制系统为核心,成为工业园区、分散式工厂及高难度废水处理场景的首选方案。
原理与技术路径
1. 预处理阶段
l 物化分离:采用细格栅(间隙≤2mm)拦截纤维、塑料等大颗粒杂质,调节池均衡水量水质,降低后续处理负荷。
l 重金属捕捉:通过混凝反应投加PAC(100mg/L)与PAM(2mg/L),形成氢氧化物沉淀,SS去除率达96%,同步去除铜、锌等二价金属离子。
l 油水分离:隔油池采用斜管式设计,油珠去除效率提升至平流式的4-5倍,停留时间≤30分钟。
2. 生化处理核心
l UASB厌氧反应:脉冲式布水系统确保废水与颗粒污泥充分接触,容积负荷达8-12kgCOD/(m³·d),甲烷菌在35-38℃下将大分子有机物转化为沼气,COD去除率80%-90%。
l SBR序批式活性污泥:通过"进水-曝气-沉淀-排水"五阶段循环,曝气时间6-7.5小时,DO控制在2-4mg/L,氨氮去除率≥85%,同步实现短程硝化反硝化。
l A²/O强化脱氮:缺氧段投加碳源(乙酸钠)促进反硝化,好氧段聚磷菌过量吸磷,总磷去除率≥90%。
3. 深度处理保障
l MBR膜过滤:PVDF中空纤维膜截留活性污泥及病原体,膜通量15-20L/(m²·h),出水SS≤5mg/L,可直接回用。
l 活性炭吸附:煤质颗粒炭吸附残留有机物,对色度、苯系物去除率≥80%。
l 紫外线消毒:254nm波长紫外线破坏微生物DNA,粪大肠菌群数≤1000CFU/L。
4. 污泥处置闭环
l 污泥浓缩:重力浓缩后含水率降至95%-97%,叠螺机脱水至≤80%。
l 资源化利用:沼气发电年收益可达50万元/千吨废水,污泥与秸秆共堆肥生产有机肥。
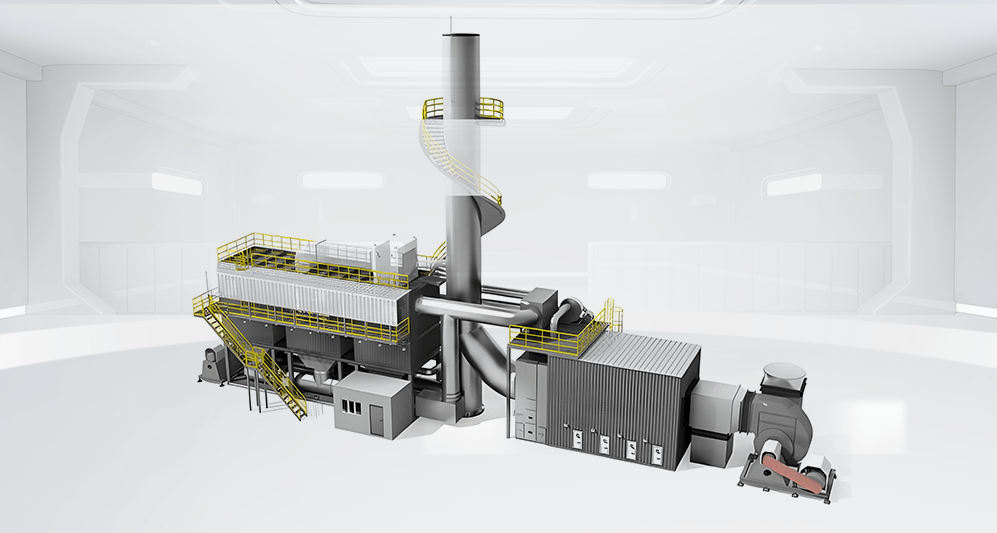
设备组成与模块化设计
核心优势
l 高效达标:COD去除率≥95%,氨氮≤8mg/L,总磷≤0.5mg/L,适应石化、电镀等行业特殊排放标准。
l 模块化集成:设备高度集成于20-40英尺集装箱内,占地面积仅为传统工艺的1/5,支持地埋或叠层安装。
l 智能运维:PLC控制系统实现工艺参数动态调节,曝气能耗降低30%,药剂投加精准度±5%。
l 安全可靠:密闭式设计防止挥发性有机物泄漏,双电源保障连续运行,适应-30℃~50℃宽温域。
l 资源回收:沼气发电满足设备30%能耗需求,污泥资源化年收益可达20万元/千吨废水。
应用场景
l 化工园区:处理苯系物、酯类等高浓度有机废水,UASB+SBR工艺实现COD从5000mg/L降至100mg/L。
l 电镀企业:采用"破氰+铬还原+混凝沉淀"分质处理,六价铬、氰化物排放浓度分别≤0.5mg/L、0.1mg/L。
l 食品加工:处理高SS、高有机物废水,MBR膜过滤后出水COD≤30mg/L,回用于冷却塔补水。
l 纺织印染:强化混凝+活性炭吸附工艺,色度去除率≥90%,出水达到《纺织染整工业水污染物排放标准》。
l 金属加工:处理含切削液、乳化油废水,隔油+气浮工艺实现油类物质≤5mg/L,满足零排放要求。
结论
工业一体化污水处理设备通过技术创新与模块化设计,解决了传统分散式工业污水处理效率低、占地大、运维难的问题。其高效、智能、资源化的特点,不仅帮助企业实现环保合规,更通过沼气发电、污泥资源化等途径创造经济价值,成为工业绿色转型的关键支撑。随着"双碳"战略推进,该设备将成为工业废水治理领域的核心解决方案。
